Mis on PLA plast?

PLA on kõige populaarsem plast 3D-printerite jaoks. Sellega on väga lihtne printida: see on kõva ja jahtudes peaaegu ei deformeeru. Varem peeti seda "õppematerjaliks". Kuid 2025. aastal on kõik muutunud. Nüüd on see tõsiseltvõetav materjal: on ilmunud uued PLA tüübid, millega saab printida väga kiiresti, ja tugevdatud versioonid vastupidavate detailide jaoks.
Miks valida PLA: Peamised eelised
1. Fenomenaalne printimise lihtsus
PLA on kõige kuulekam materjal. Jahtumisel puudub sellel peaaegu igasugune kokkutõmbumine, mistõttu detailid ei kooldu ega tule alusplaadi küljest lahti. Teil pole vaja kallist suletud kambriga printerit – suurepärase tulemuse saab isegi avatud eelarveklassi seadmetega.
2. Suur jäikus ja täpsus
Vastupidiselt stereotüüpidele on PLA väga kõva materjal. See on jäigem kui ABS või PETG. See võimaldab printida ideaalse geomeetriaga, teravate nurkade ja täpsete mõõtmetega mudeleid, mis ei "vaju ära" aja jooksul.
3. Ohutus kodus
Kuna plastikut toodetakse taimsest toorainest (mais, suhkruroog), ei eralda see sulamisel mürgiseid aure nagu ABS. Printimisel lõhn kas puudub või meenutab magusat vahvli aroomi. See on parim valik korteris või koolis töötamiseks.
- Auto kapoti all olevad detailid (seal on liiga kuum).
- Jõuelektroonika ja toiteplokkide korpused.
- Kinnitusdetailid, mis töötavad koormuse all soojas keskkonnas.
Kasutamise ohutus
1. Puhas õhk ilma toksiinideta
PLA on üks ohutumaid plaste koduseks kasutamiseks. Erinevalt ABS-ist ei eralda see kuumutamisel mürgist stüreeni. Terava keemia asemel tunnete vaid kerget magusat lõhna (sarnaneb vahvlitele või popkornile). Seetõttu võib PLA-ga printeri julgelt paigaldada elutuppa või klassiruumi.
2. Kokkupuude toiduga: Oluline nüanss
Puhas PLA on iseenesest kahjutu. Kuid prinditud nõudest süüa ei tohi. Kihtide vahelistes mikroskoopilistes pragudes kogunevad bakterid, mida on võimatu välja pesta. Lisaks võivad printeri standardsed messingist düüsid sisaldada pliid, mis satub plastikusse.
3. Ohutus lastele
PLA-st tooted on mittetoksilised ja hüpoallergeensed. See on suurepärane materjal laste mänguasjade jaoks. Siiski on plastik üsna jäik ja tugeva löögi korral võib see puruneda teravateks kildudeks, seetõttu ei tasu selliseid mänguasju anda väga väikestele lastele.
Materjali tüübid: Millist PLA-d valida?
Turg pakub kolme peamist materjaligruppi. Valik sõltub teie ülesandest.
1. PLA+ (Plus/Pro): Insenertehniline vastupidavus
Standardne PLA on jäik, kuid habras – kukkumisel puruneb see kildudeks. Plus versioon lahendab selle probleemi.
Valemit legeeritakse lisanditega (tavaliselt TPU või akrüül), mis suurendab löögitugevust. Selline plastik paindub veidi enne purunemist. See on parim valik mehhanismide, hammasrataste ja funktsionaalsete korpuste printimiseks.
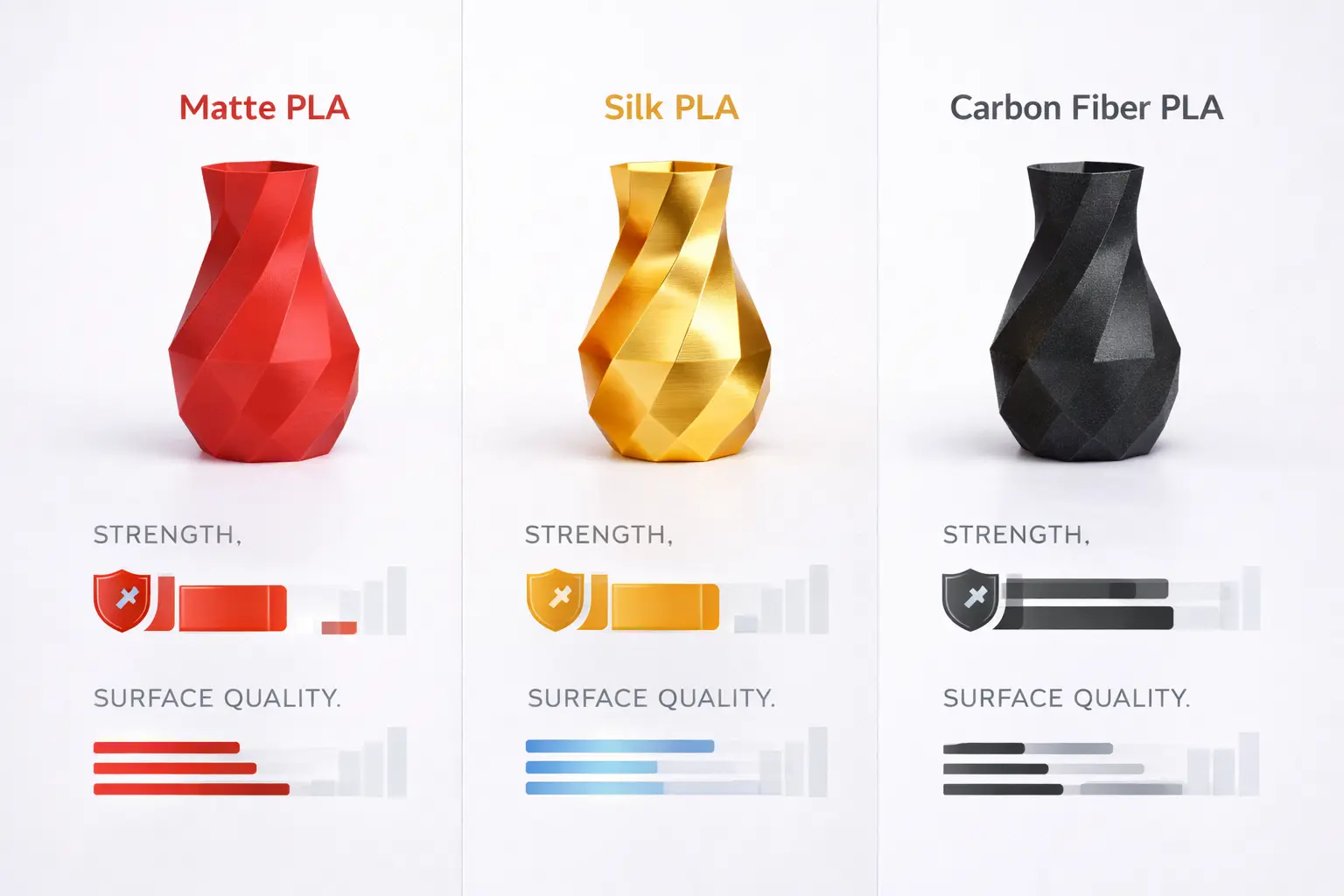
2. Dekoratiivsed modifikatsioonid
Need materjalid muudavad välimust, kuid ohverdavad sageli füüsikalisi omadusi:
- Silk PLA: Sisaldab elastomeere läikiva siidise pinna saavutamiseks. Näeb efektne välja, kuid kihtide vaheline nake on nõrk (kihistub kergesti).
- Matte PLA: Peidab printimise kihid, muutes pinna matiks. Miinus – suurenenud abrasiivsus düüsile.
- Wood PLA: Täidetud puidutolmuga (kuni 40%). Võimaldab imiteerida puitu ja allub peitsimisele, kuid nõuab ummistuste vältimiseks 0.6 mm düüsi.
3. Komposiidid: Carbon Fiber ja Glow-in-the-dark
Carbon Fiber PLA sisaldab purustatud süsinikkiudu. See annab detailile kolossaalse jäikuse painutamisel, mis on kriitiline näiteks drooniraamide puhul.
Süsinikkiud ja luminofoorid (helendav pulber) on tugevad abrasiivid. Need suudavad kulutada standardse messingist düüsi läbi ühe rulli printimisega. Töötamiseks on tingimata vaja karastatud terasest düüsi.
| PLA tüüp | Löögitugevus | Kihtide nake | Abrasiivsus | Kasutusala |
|---|---|---|---|---|
| Standard | Madal | Suurepärane | Puudub | Prototüübid, dekoor |
| PLA+ (Pro) | Kõrge | Suurepärane | Puudub | Mehhanismid, korpused |
| Silk | Keskmine | Madal | Puudub | Kujukesed, vaasid |
| Carbon | Madal | Hea | Kõrge | Droonid, detailid |
Printimisseaded: "Kuldne kolmnurk"
Edukas printimine põhineb kolme parameetri tasakaalul: temperatuur, jahutus ja tagasitõmme (retraction).
1. Temperatuurirežiim
Düüsi töövahemik: 190–220°C. Täpne väärtus sõltub kiirusest: mida kiiremini prindite, seda kõrgem peab olema temperatuur.
Alusplaadi temperatuur: 40–60°C. Oluline on mitte ületada 60°C, et vältida "elevandijala" efekti (alumiste kihtide laialivalgumine mudeli raskuse all).
2. Jahutus (Tuulutus)
Erinevalt ABS-ist nõuab PLA 100% jahutust kohe pärast esimesi kihte. Võimas jahutus fikseerib sulaplasti geomeetria hetkega.
See võimaldab printida järske ülekardeid (kuni 60-70 kraadi) ja pikki sildasid ilma läbivajumiseta. Ilma jahutuseta mudel "vajub laiali".
3. Tagasitõmme (Retraction)
Seadistus hoiab ära plastiku väljavoolamise düüsi liikumise ajal ja "ämblikuvõrgu" tekke.
- Direct ekstruuderitele: 0.5 – 1.5 mm.
- Bowden süsteemidele: 3.0 – 6.0 mm.
Probleem: Heat Creep (Kuumuse levik üles)
Mõnikord lõpetab printer mudeli keskel printimise, kuigi düüs pole mustusega ummistunud. Seda nähtust nimetatakse Heat Creep'iks.
Protsessi mehaanika:
Kuumus tõuseb kuumutusplokist mööda termobarjääri üles. Plastik pehmeneb liiga vara, veel radiaatori "külmas" tsoonis. Paisunud filament kleepub kanali seinte külge, moodustades surnud korgi. Ekstruuder lükkab niiti, kuid see ei lähe läbi.
Kuidas vältida:
- Hoidke radiaatori jahutusventilaator alati ideaalses seisukorras.
- Kinnises kambris printides avage uks või eemaldage pealmine kaas.
- Kasutage termobarjääri keermestikul kvaliteetset termopastat.
Kiirus ja jõudlus (2025)
Kaasaegsed printerid prindivad kiirustel 300–600 mm/s. See nõuab mahulise voolukiiruse mõistmist.
Tavalisel PLA-l on voolavuse piir. Suurel kiirusel ei jõua see düüsis lihtsalt sulada, mis viib alaekstrusiooni ja detaili hapruseni.
Lahendus — High Speed PLA:
Kiireks printimiseks kasutage modifitseeritud seeriaid (High Speed / Hyper). Neil on suurendatud voolavus (reoloogia). Kui spetsiaalset plastikut pole, kompenseerige kiirust temperatuuri tõstmisega 10-15°C võrra.
| Kiirus | Kulu (mm³/s)* | Temperatuur (°C) | Soovitatav tüüp |
|---|---|---|---|
| 50 mm/s | ~4.0 | 195 – 205 | Standard |
| 150 mm/s | ~12.0 | 210 – 220 | Standard / Plus |
| 300 mm/s | ~24.0 | 220 – 240 | High Speed |
| 500 mm/s | ~40.0 | 230 – 250 | High Speed + CHT |
*Arvutus standardse 0.4 mm düüsi ja 0.2 mm kihi kõrguse jaoks.
Probleemide lahendamine ja järeltöötlus
Kvaliteetse printimise peamine vaenlane, mis sageli unustatakse, on niiskus.
Niiskus ja hüdrolüüs
Kui PLA niit murdub teflontoru sees seismise ajal või praksub printimise ajal, on need niiskuse tunnused. Vesi toimib plastifikaatorina, muutes niidi külmas olekus rabedaks.
Kuumas düüsis läheb vesi hetkega keema. Aur rebestab plastiku voolu seestpoolt, tekitades mullid ja augud kihtidesse.
Lahendus: Kuivatage rulli 45-50°C juures 4-6 tundi.
Pinna järeltöötlus
PLA on keemiliselt inertne, seetõttu on "atsetoonivann" (nagu ABS-i puhul) siin kasutu. Kihtide silumiseks kasutage mehaanilisi meetodeid:
- Märglihvimine: Kasutage lihvimisel kindlasti vett. Kuiva hõõrdumise korral kuumeneb PLA hetkega ja hakkab sulama, ummistades liivapaberi.
- Kruntimine: Autode täitekrunt (Filler Primer) peidab kihid suurepäraselt.
- Värvimine: Akrüülvärvid katavad krunditud pinna ideaalselt.
Korduma kippuvad küsimused PLA plastiku kohta
Miks nimetatakse PLA plastikut biolagunevaks, kui see tänaval ei lagune?
PLA biolagunevus on tingimuslik. Selle lagunemiseks on vaja spetsiifilisi tööstusliku kompostimise tingimusi: temperatuur üle 60°C, kõrge niiskus ja teatud mikroorganismide olemasolu. Tavalistes looduslikes tingimustes (mullas või vees) võib PLA-st toode säilida aastakümneid ilma oluliste muutusteta.
Kas PLA plastikuga võib printida auto detaile?
Kategooriliselt ei soovitata kasutada standardset PLA-d auto salongi või kapotialuste detailide jaoks. PLA klaasistumistemperatuur on umbes 60°C. Suvel kuumeneb auto salong üle selle väärtuse, mis toob kaasa pöördumatu deformatsiooni ja detaili "ära vajumise". Selliste ülesannete jaoks on parem kasutada PETG-d, ABS-i või ASA-d.
Kas uue vaakumpakendis PLA plastiku jaoks on vaja kuivatit?
Enamikul juhtudel on uus plastik kuiv, kuid tehase vaakumpakend ei anna 100% garantiid. Mõnikord pakendavad tootjad filamenti, mis jahutati veevannis ja mida ei kuivatatud lõpuni. Kui kuulete printimisel praksumist või näete uue rulli pinnal mulle, tuleb seda kuivatada 45-50°C juures 4-6 tundi.
Miks PLA mudel tuleb laua küljest lahti (warping) ja kuidas seda parandada?
Kuigi PLA-l on väike kokkutõmbumine, on lahtitulek võimalik tuuletõmbuse või musta aluspinna korral. Parandamiseks: 1) Puhastage laud isopropüülalkoholiga; 2) Seadke laua temperatuuriks 50-60°C; 3) Kasutage PEI-plaati või nakkevahendeid (liimipulk, lakk); 4) Lisage viilutajas (slicer) mudeli ümber ääris (Brim) kontaktpinna suurendamiseks.
Kas PLA on lastele ja toiduga kokkupuutel ohutu?
Materjal ise on mittetoksiline, kuid prinditud toodetel on mikropoorid, mis koguvad baktereid. Lisaks võivad messingist düüsid sisaldada pliid. Lastele on PLA mänguasjana ohutu (kui seda ei närita), kuid toiduainete jaoks nõuavad tooted kohustuslikku katmist sertifitseeritud toiduohutu epoksiidvaiguga.
Millega on kõige parem liimida katkiseid PLA detaile?
Parima tulemuse annab tsüanoakrülaatliim (tuntud kui "superliim"). Tugevama ühenduse saamiseks on soovitatav kasutada paksu geel-liimi koos aktivaatoriga, mis kiirendab tardumist. Epoksiidliimid sobivad samuti, kuid nõuavad rohkem aega kuivamiseks.